Czym jest technologia wiercenia głębokich otworów?
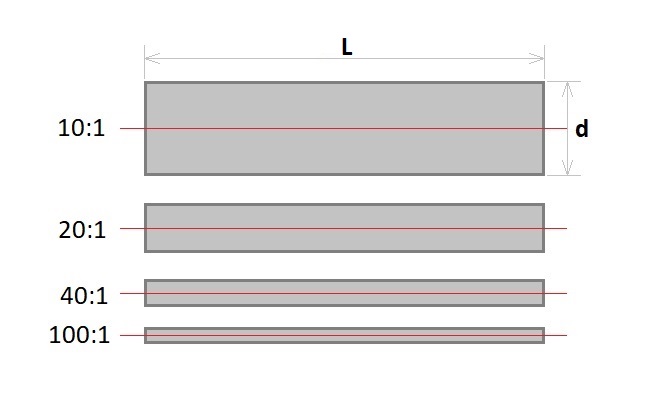
Głębokie otwory definiuje stosunek jego głębokości L do średnicy d. Powszechnie przyjęło się, że stosunek minimum 10:1 oznacza, że mówimy o głębokim otworze i głębokim wierceniu jako technologii jego wykonania.
Gdzie znajduje zastosowanie?
Najczęściej technikę tą wykorzystuje się w sektorze lotniczym do produkcji podwozi samolotów oraz osi turbin, a także w przemyśle ciężkim, naftowym i gazowniczym. Głębokie wiercenie CNC odgrywa również istotną rolę przy wytwarzaniu rur hydraulicznych czy płyt do wymienników ciepła. Wiercenie głębokich otworów jest stosowane w różnych materiałach, od aluminium po superstopy, i umożliwia uzyskanie ścisłej kontroli średnicy, prostoliniowości i doskonałego wykończenia powierzchni przedmiotów obrabianych.
Jak wiercić głębokie otwory?
Głębokie wiercenie przeprowadza się przy pomocy różnych technik, w zależności od obrabiarki, jej konfiguracji, oraz przedmiotu poddawanego obróbce. Należy zadbać o właściwe ustawienie parametrów prędkości posuwu oraz prędkości obrotowej wywołującej skrawanie materiału. W procesie głębokiego wiercenia bardzo istotna jest skuteczność w odpowiednim łamaniu wiórów obróbkowych oraz jego usuwaniu ze strefy pracy narzędzia skrawającego. Brak dbałości o ten proces ma kluczowe znaczenie dla jakości wykonania detalu. Ponadto może się przyczynić do uszkodzenia narzędzi skrawających oraz samego obrabianego elementu.
Kolejnym czynnikiem, mającym kluczowe znaczenie dla prawidłowej jakości procesu jest zapewnienie optymalnego chłodzenia układu narzędzie — obrabiany detal. Zachowanie odpowiednich parametrów chłodziwa, zarówno pod względem ciśnienia i przepływu, w przypadku głębokiego wiercenia, czyli obróbki długich elementów o małej średnicy, to wyzwanie zdecydowanie trudniejsze niż w przypadku tradycyjnych procesów obróbki skrawaniem. Dlatego do procesu głębokiego wiercenia opracowano specjalne systemy doprowadzania płynu obróbkowego z jednoczesnym odprowadzaniem wiórów, celem umożliwienia niezakłóconej obróbki. W dalszej części omówimy najbardziej popularne systemy narzędziowe.
Kluczowe parametry, jakie należy zachować podczas wiercenia głębokich otworów to:
- zapewnienie odpowiedniego chłodzenia
- zapewnienie skutecznego łamania wiórów obróbkowych i ich usuwania ze strefy obróbki
- zapewnienie wysokiej dokładności obróbki
- zachowanie prostoliniowości wierconego otworu
- zapewnienie wysokiej wydajności obróbki
- zapewnienie trwałości narzędzi skrawających
Technologia głębokiego wiercenia
W technologii głębokiego wiercenia otworów występują dwa rodzaje wiercenia: wiercenie pełne oraz wiercenie rdzeniowe — zwane inaczej wierceniem trepanacyjnym. Podczas wiercenia pełnego naddatek materiału zostaje zamieniony w całości na wióry. Przy wierceniu rdzeniowym tylko część skrawanego materiału zostaje zamieniona na wióry, pozostała część, nazywana rdzeniem, zostaje usunięta jako monolit z obrabianego elementu. Niezależnie od rodzaju wiercenia, wykonywane jest ono jako jednostronne lub dwustronne.
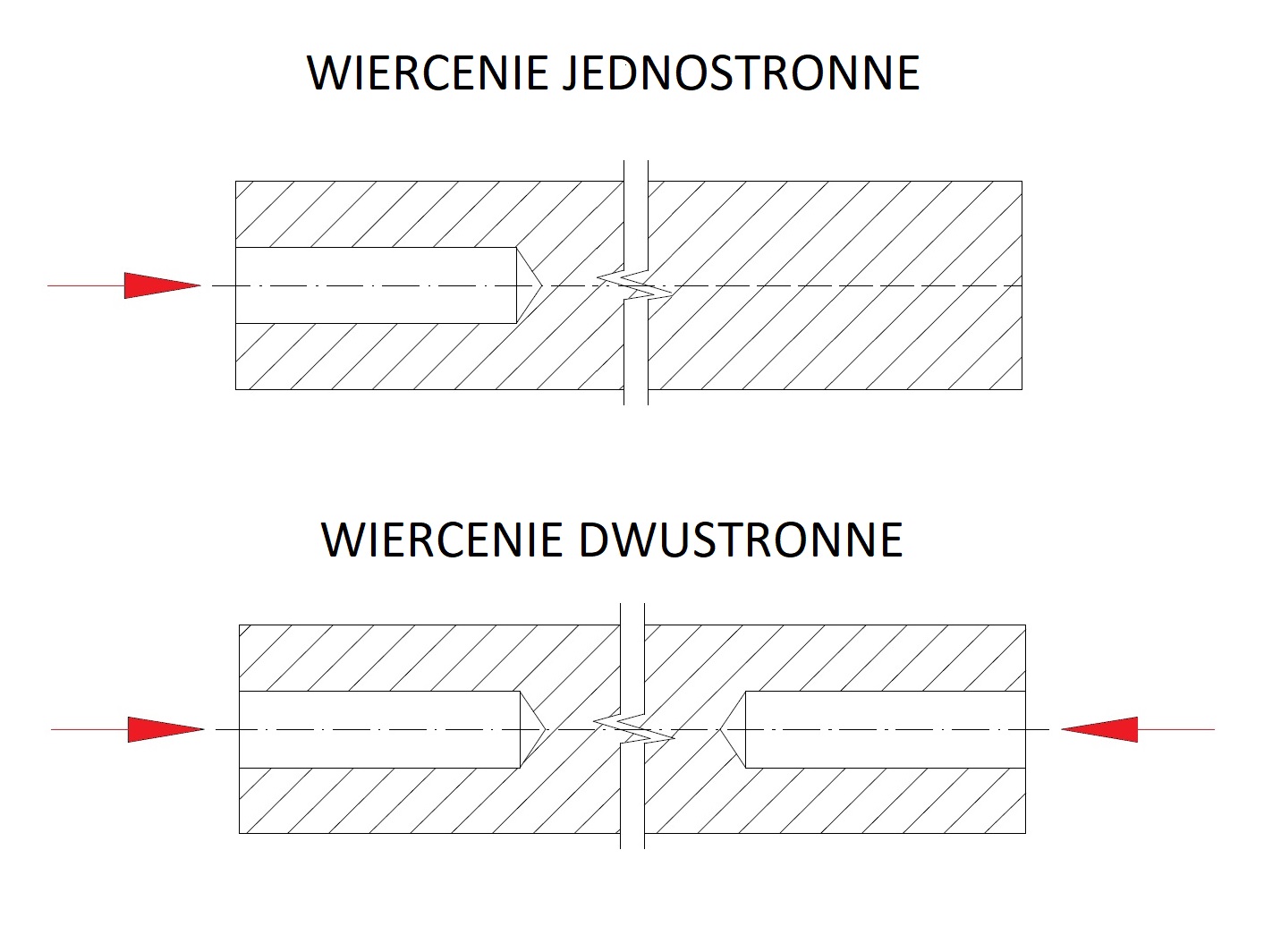
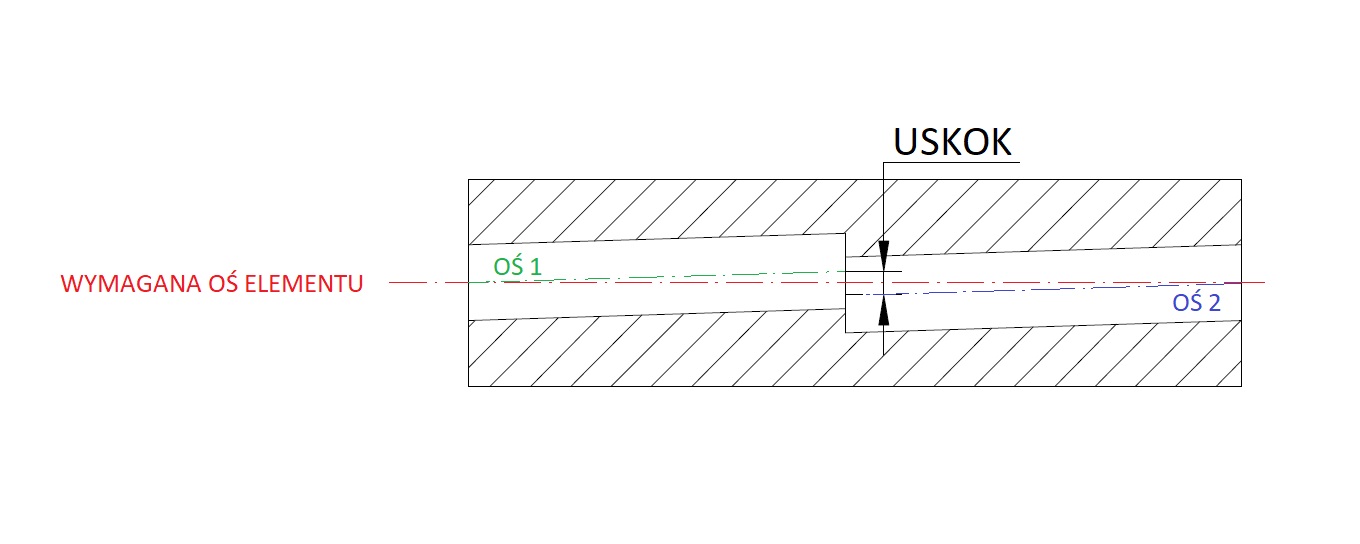
Oba typy wiercenia mają swoje wady i zalety. Do niewątpliwych zalet wiercenia dwustronnego należy niemal dwukrotnie większa wydajność obróbki. Kluczową jednak wadą jest możliwość wystąpienia uskoku w miejscu spotkania się obszarów wiercenia.
Kinematyka głębokiego wiercenia.
W praktyce dla głębokiego wiercenia znajdują zastosowanie trzy układy kinematyczne. Są to:
- nieruchomy przedmiot obrabiany, ruchome obrotowe narzędzie skrawające
- ruchomy obrotowy przedmiot obrabiany, nieruchome narzędzie skrawające
- ruchomy obrotowy przedmiot obrabiany, ruchome obrotowe narzędzie skrawające

Najlepszą prostoliniowość osi wierconego otworu uzyskujemy przy zastosowaniu układu ruchomy obrotowy przedmiot obrabiany, ruchome obrotowe narzędzie skrawające. W tym układzie, jak pokazano na ilustracji powyżej, obrabiany przedmiot i narzędzie skrawające obracają się w przeciwnych wobec siebie kierunkach.
Narzędzia stosowane do głębokiego wiercenia.
W technologii głębokiego wiercenia, w zależności od obrabianego detalu, najczęściej stosuje się narzędzia i systemy:
Wiertła jednoostrzowe, jedno lub dwuostrzowe.
Wiertła lufowe oraz technologia ich zastosowania wywodzi się z konieczności wykonywania precyzyjnych otworów w lufach dla wszelkiego typu broni palnej. Proces wiercenia lufowego i narzędzia są nieustannie udoskonalane, w celu uzyskania maksymalnej wydajności i zastosowania na nowoczesnych, dedykowanych maszynach. Elementy broni palnej nadal są powszechnym zastosowaniem dla wiercenia lufowego. Inne branże zastosowania tej technologii to produkcja komponentów do układów paliwowych silników wysokoprężnych, narzędzia medyczne, formy wtryskowe, wszelakie elementy maszyn dla przemysłu ciężkiego.

Wiercenie przy pomocy tych wierteł to proces, w którym wykorzystuje się długie, cienkie narzędzie tnące do wykonywania otworów w metalu przy dużym stosunku głębokości do średnicy. Wiercenie lufowe jest skuteczne przy średnicach od 1 do 50 mm.
Wiertła lufowe różnią się od konwencjonalnych wierteł krętych wyjątkową geometrią główki. Standardowe wiertło lufowe ma pojedynczą efektywną krawędź tnącą, która usuwa wióry w miarę zagłębiania się w metalowy przedmiot obrabiany. Proces wiercenia lufowego umożliwia wiercenie głębokich otworów wykraczających poza możliwości konwencjonalnych maszyn i narzędzi, takich jak wiertła kręte, dzięki zastosowaniu chłodziwa pod wysokim ciśnieniem w celu czystego odprowadzania wiórów, nawet na ekstremalnych głębokościach.
W trakcie procesu wiercenia lufowego wiertłami z pojedynczym rowkiem, przez rowek podawana jest ciecz chłodząco-smarująca bądź emulsja lub olej. w wyniku podciśnienia powstające w trakcie procesu wiercenia wióry transportowane są wzdłuż rowka w kształcie litery V na zewnątrz otworu, po czym swobodnie opadają.
Proces wiercenia lufowego należy poprzedzić wykonaniem otworu pilotowego. Jest on niezbędny, aby wiertło zachowało poprawny kierunek i nie uległo zniszczeniu.
Typowe wiertła lufowe:
Podstawowe wiertło lufowe pełno-węglikowe z kształtowym otworem chłodzącym |
Wiertło lufowe pełno-węglikowe stopniowe z kształtowym otworem chłodzącym |
Wiertło lufowe pełno-węglikowe zaawansowana konstrukcja narzędzia alternatywa do węglikowych wierteł krętych |
Wiertło lufowe pełno-węglikowe zaawansowana konstrukcja narzędzia alternatywa do węglikowych wierteł krętych w technologii MQL |
Wiertło lufowe dodatkowo, wlutowana węglikowa końcówka robocza z kształtowym otworem chłodzącym |
Wiertło lufowe z pojedynczym rowkiem korpus głowiczki roboczej wykonany z HSS z wlutowanymi ostrzami dodatkowo posiada prowadniki z węglika |
Wiertło lufowe stopniowe z pojedynczym rowkiem do produkcji precyzyjnych otworów stopniowych w jednej operacji z węglikową końcówką roboczą otwór chłodzący lub dodatkowo, 2 okrągłe otwory chłodzące |
Narzędzie do głębokiego wiercenia z wymiennymi płytkami skrawającymi z wymiennymi listwami prowadzącymi i prowadnikami z regulacją średnicy w niewielkim zakresie poprzez zmianę płytki ustalającej |
Narzędzie do głębokiego wiercenia z wymiennymi płytkami skrawającymi oraz prowadnikami |
Narzędzie do głębokiego wiercenia z wymiennymi płytkami skrawającymi oraz prowadnikami w zależności od średnicy – jedna lub dwie płytki w części centralnej konkretna średnica ustalana jest przy pomocy płytki ustalającej |
Technologia wiercenia lufowego dedykowana jest do wykonywania otworów o średnicach do 50 mm. W tej technologii chłodziwo jest wprowadzane w obszar obróbki przy pomocy małych otworów w narzędziach, a wióry są usuwane przez chłodziwo przez rowek wzdłuż całej długości narzędzia.
System BTA do głębokiego wiercenia.
Wiercenie metodą BTA, czyli tak zwany system pojedynczego drąga, to technologia wiercenia głębokich otworów, w której wykorzystuje się specjalistyczne narzędzia wiertnicze, osadzone na długiej rurze wiertniczej. Stosuje się je do wykonywania głębokich otworów od średnicy 20 mm i większych, aż do stosunku głębokości do średnicy wynoszącego 400:1. Wiercenie BTA jest najskuteczniejszą metodą wiercenia głębokich otworów, ponieważ jest procesem czystszym, bardziej niezawodnym i bardziej wydajnym, niż konwencjonalne wiertła kręte. A przede wszystkim umożliwia uzyskanie większych średnic i wyższych prędkości posuwu niż alternatywne wiercenie lufowe.

Głowice narzędzi wiertniczych BTA są gwintowane lub montowane na długich rurach wiertniczych. Wykorzystują one wiele powierzchni skrawających na jednym narzędziu. Są zaprojektowane tak, by wydajnie usuwać wióry, przy udziale chłodziwa doprowadzanego pod wysokim ciśnieniem przez otwory w głowicy. Dzięki powstałemu podciśnieniu, wióry wraz z chłodziwem są wyprowadzane poprzez otwór w drągu wiertarskim.
Dzięki konstrukcji narzędzia wydajniejszemu odprowadzaniu wiórów oraz konstrukcji i mocy maszyny, wiercenie metodą BTA umożliwia osiągnięcie prędkości posuwu wiertła do 5-7 razy szybszego niż wiercenie lufowe przy tej samej średnicy. Jak wspomniano, w technologii BTA chłodziwo wprowadzane jest wokół głowicy narzędzia i odprowadza wióry przez wiertło i wrzeciono maszyny, w porównaniu z wierceniem lufowym, w którym chłodziwo jest wprowadzane od wewnątrz, a wióry wychodzą przez zewnętrzny rowek narzędzia. Ponadto w porównaniu do wiercenia lufowego, wiercenie metodą BTA jest skuteczne w przypadku otworów o średnicy od 20 do 200 mm.
Typowe głowice wiercące w systemie BTA:
Głowica wiercąca posiada możliwość regeneracji lub przeostrzenia z wlutowaną płytką i prowadnikami głowicę wlutowuje się do drąga |
Głowica wiercąca możliwość regeneracji lub ostrzenia z wlutowaną płytką i prowadnikami z połączeniem gwintowym zewnętrznym 1-zwojowym |
Głowica wiercąca z wymiennymi płytkami oraz prowadnikami ustalenie dokładnego wymiaru poprzez płytkę pozycjonującą |
Głowice wiercące z wlutowanymi płytkami z zewnętrznym połączeniem gwintowym 4-zwojowym |
Głowica wiercąca z wymiennymi płytkami oraz prowadnikami ustalenie dokładnego wymiaru poprzez płytkę pozycjonującą |
Głowica powiercająca z wewnętrznym gwintem 1-zwojowym |
Głowica powiercająca z zewnętrznym gwintem 4-zwojowym |
Głowica trepanacyjna z wewnętrznym przyłączem gwintowym 1-zwojowym |
Głowica trepanacyjna z zewnętrznym przyłączem gwintowym 4-zwojowym |
Głowica trepanacyjna z zewnętrznym przyłączem gwintowym 4-zwojowym |
Głębokie wiercenie w TERMASERWIS
Technologia głębokiego wiercenia w TERMASERWIS ma swoje początki jeszcze w minionym stuleciu, kiedy to przy pomocy maszyny MAZAK CYBERTECH TURN 4500M i specjalistycznego oprzyrządowania, wykonywanego we własnym zakresie, wykonywane były elementy maszyn przyciskowych, powszechnie nazywanych kretami.

To pozwoliło nam zdobyć bogate doświadczenie w technologii głębokiego wiercenia.
Jednak dopiero zakup nowoczesnego centrum obróbczego UNISIG B600-4M-BB, maszyny dedykowanej do tej technologii, otworzyło nam drogę do w pełni kompleksowej realizacji głębokiego wiercenia bez żadnych ograniczeń technologicznych i na masową skalę.



